 Engels
Engels Español
Español Fabriek voor spuitgietmatrijzen : Wat zijn de redenen voor productscheuren bij spuitgieten
Spuitgietfabriek verwerking
1) Als de verwerkingsdruk te hoog is, de snelheid te hoog is, hoe meer materiaal wordt geladen en de injectie- en drukhoudtijd te lang is, zal de spuitgietfabriek overmatige interne spanning en scheuren veroorzaken.
2) Pas de openingssnelheid en druk van de mal aan om te voorkomen dat de snelle krachttrekking van de onderdelen ontvormen en barsten veroorzaakt.
3) Verhoog de matrijstemperatuur op passende wijze om het onderdeel gemakkelijk te kunnen ontvormen, en de spuitgietfabriek verlaagt op passende wijze de materiaaltemperatuur om ontleding te voorkomen.
4) Voorkom scheuren als gevolg van lasnaden en plasticdegradatie veroorzaakt door een lagere mechanische sterkte.
5) Juist gebruik van losmiddel, spuitgietfabriek let erop om vaak de aërosol en andere stoffen die aan het maloppervlak zijn gehecht te verwijderen.
6) De restspanning van het werkstuk kan worden geëlimineerd door onmiddellijk na het vormen een warmtebehandeling uit te gloeien om het ontstaan van scheuren te verminderen.
Spuitgietmatrijs fabrieksmatrijs
1) De uitwerping moet in evenwicht zijn, zoals het aantal uitwerppennen en het dwarsdoorsnedeoppervlak moeten voldoende zijn, de sloophelling moet voldoende zijn en het holteoppervlak moet glad genoeg zijn om scheuren als gevolg van de concentratie van restspanning te voorkomen bij het uitwerpen veroorzaakt door externe kracht.
2) De structuur van het werkstuk mag niet te dun zijn en het overgangsgedeelte moet zoveel mogelijk boogovergangen gebruiken om spanningsconcentratie veroorzaakt door scherpe hoeken en afschuiningen te voorkomen.
3) Minimaliseer het gebruik van metalen inzetstukken om te voorkomen dat de interne spanning toeneemt als gevolg van de verschillende krimpsnelheden van de inzetstukken en onderdelen.
4) Voor diepe bodemdelen moeten geschikte luchtinlaatkanalen voor het ontvormen worden aangebracht om de vorming van negatieve vacuümdruk te voorkomen.
5) De sprue is voldoende om het poortmateriaal te kunnen ontvormen wanneer het tijd heeft om uit te harden, zodat het gemakkelijk te ontvormen is.
6) De verbinding tussen de aanspuitbus en het mondstuk moet het slepen van het gekoelde materiaal voorkomen en ervoor zorgen dat het onderdeel aan de vaste matrijs blijft plakken.
Fabrieksmaterialen voor spuitgietmatrijzen
1) Het gehalte aan gerecycled materiaal is te hoog, wat resulteert in een lage sterkte van de onderdelen.
2) De luchtvochtigheid is te hoog, waardoor sommige kunststoffen chemisch reageren met waterdamp, waardoor de sterkte afneemt en uitstoten en barsten ontstaat.
3) Het materiaal zelf is niet geschikt voor de omgeving waarin het wordt verwerkt of de kwaliteit is niet goed en de vervuiling zal scheuren veroorzaken.
Verschillende spuitgietmatrijzen in spuitgietfabrieken stellen verschillende eisen. Samenvattend worden de prestatie-eisen van kunststof mallen voor vormstaal voornamelijk weerspiegeld in: hardheid, polijsten, etsprestaties, lasprestaties, slijtvastheid, taaiheid, maatvastheid, corrosieweerstand, enz.
1. Het productvormingsproces, de matrijsstructuur en het productieproces worden geanalyseerd. Om de levensduur van de mal tot meer dan 1 miljoen keer te garanderen.
2. De volledige matrijsstructuur en verwerkingsonderdelen moeten worden ontworpen en de assemblage-eisen en spuitgietprocesvereisten moeten worden voorgesteld.
3. Veroorzaakt defecten in het uiterlijk van plastic onderdelen (zoals krimp, enz.) of problemen met de malstructuur (zoals instelling van het scheidingsoppervlak, poortinstelling, levensduur van de mal kan niet worden gegarandeerd, enz.). Het uiterlijk van de mal moet gegarandeerd vrij zijn van roest, stootsporen, invaliditeit en andere moduledefecten.




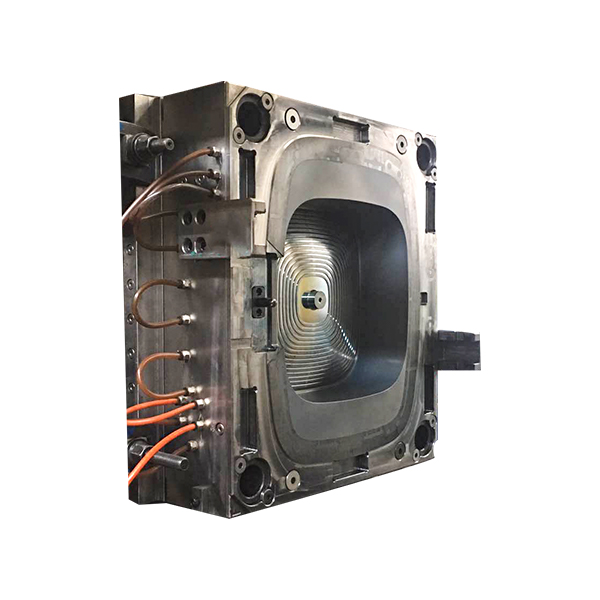
.jpg "Dagelijkse opbergmandvorm (groot)")
.jpg "Opbergmandvorm (klein)")





