 Engels
Engels Español
Español De kwaliteit van de matrijs houdt rechtstreeks verband met de kwaliteit, productie-efficiëntie en kosten van het product. Ik denk dat iedereen daar geen bezwaar tegen zal hebben. De kwaliteit van de matrijs moet worden gevonden en opgelost via de matrijstest, dus het matrijstestproces is erg belangrijk voor spuitgietbedrijven.
1. Drooglooptest van de mal - controleer de werking van de mal
A. Inspectie van het openen en sluiten van de mal onder lage druk van de mal
1. De mal wordt drie keer geopend en gesloten: snel, gemiddeld en langzaam, ongeacht of er sprake is van een abnormaal geluid of blokverschijnsel tijdens het openings- en sluitingsproces;
2. Het openen en sluiten van de mal verloopt soepel, met of zonder interferentie.
B. Inspectie van het matrijsuitwerpsysteem (onder lage druk)
1. De uitwerpactie is 3 keer verdeeld in snelle, gemiddelde en langzame uitwerping en controleer of er sprake is van een abnormaal fenomeen;
2. Zal de uitwerppen van het vliegtuig losraken of vastzitten nadat deze is uitgeworpen?
3. Of de afgeschuinde vingerhoed of de cilinder is geïnstalleerd met een positioneringspen om losraken of draaien te voorkomen.
4. Uitwerpsysteem (of er abnormaal geluid en trillen is wanneer de uitwerppen of het uitwerpblok wordt uitgeworpen.
C. Inspectie van het resetten van de mal
1. De mal wordt 3 keer gereset op hoge, gemiddelde en lage snelheid om te zien of deze kan worden gereset. Na het resetten bevindt het eindvlak van de schuine uitwerppen zich niet hoger dan 0,1 mm van de mal of gelijk met de malkern;
2. Of de uitwerppen de werking van de rijpositie verstoort wanneer de uitwerper wordt uitgeworpen, en of de schuif terugkeert naar de oorspronkelijke positie;
3. De mal is uitgerust met een vingerhoed-resetapparaat.
Ten tweede test u de balans van de holte in de lijm
1. Voortdurend geld inzamelen om 5 mallen te spelen en hun gewicht te wegen;
2. Noteer het stukgewicht van elk product in elke mal;
3. Verlaag het injectievolume en vul 20%, 50% en 90% van de monsters in 3 mallen;
4. Weeg en noteer het gewicht van elk van de bovengenoemde producten;
5. Als het verschil tussen het maximale gewicht en het minimale gewicht van het product minder dan 2% bedraagt, is dit acceptabel. Als het om een mal met één enkele holte gaat, is ook de injectiebalanstest vereist.
3. Hoe bepaal je de optimale koeltijd?
1. Wanneer de spuitgieten procesomstandigheden zijn geschikt, nadat het product vol is, schat u de koeltijd, selecteert u een langere koeltijd, maakt u het product volledig koel, maakt u 3 mallen en meet u de grootte ervan;
2. De grootte van het geïnjecteerde product bij elke afkoeltijd moet worden gemeten nadat het plastic onderdeel ongeveer 15 minuten volledig is afgekoeld;
3. De basis voor het bepalen van de optimale koeltijd, rekening houdend met de maatvastheid van het product.
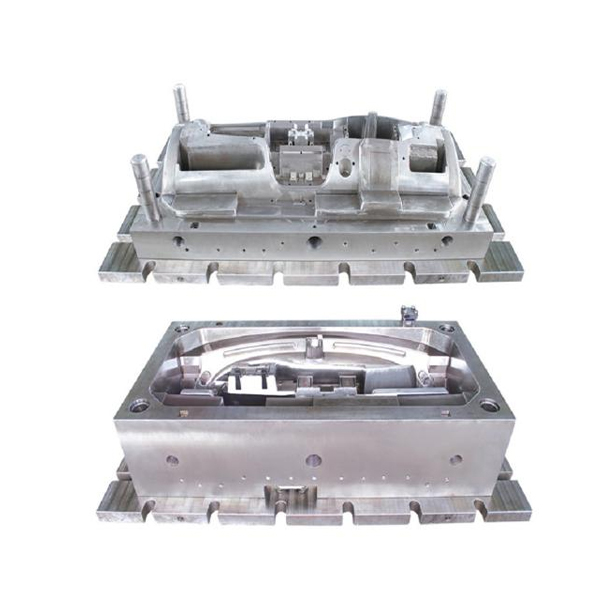
1. De auto-bumpervorm neemt de interne scheidingslijnstructuur over.
2. De vorm van de mal heeft geen flits en geen lassporen.




.jpg "Dagelijkse opbergmandvorm (groot)")
.jpg "Opbergmandvorm (klein)")





